
Den här veckan kommer vi att ha en introduktion till lindningstekniken för metalliserade filmkondensatorer. Den här artikeln introducerar de relevanta processerna som är involverade i lindningsutrustning för filmkondensatorer och ger en detaljerad beskrivning av de viktigaste teknikerna som är involverade, såsom spänningskontrollteknik, lindningskontrollteknik, avmetalliseringsteknik och värmeförseglingsteknik.
Filmkondensatorer har använts alltmer för sina utmärkta egenskaper. Kondensatorer används ofta som grundläggande elektroniska komponenter inom elektronikindustrier som hushållsapparater, bildskärmar, belysningsapparater, kommunikationsprodukter, strömförsörjning, instrument, mätare och andra elektroniska apparater. Vanligt förekommande kondensatorer är pappersdielektriska kondensatorer, keramiska kondensatorer, elektrolytkondensatorer etc. Filmkondensatorer upptar gradvis en allt större marknad på grund av sina utmärkta egenskaper, såsom liten storlek, låg vikt, stabil kapacitans, hög isolationsimpedans, brett frekvenssvar och liten dielektrisk förlust.
Filmkondensatorer delas grovt in i: laminerad typ och lindad typ enligt de olika sätten för kärnbearbetning. Filmkondensatorlindningsprocessen som presenteras här är huvudsakligen för lindning av konventionella kondensatorer, dvs. kondensatorkärnor gjorda av metallfolie, metalliserad film, plastfilm och andra material (allmänna kondensatorer, högspänningskondensatorer, säkerhetskondensatorer etc.), vilka används i stor utsträckning inom tids-, oscillations- och filterkretsar, högfrekventa, högpuls- och högströmstillfällen, skärmar och färg-TV-linjeomvända kretsar, brusreduceringskretsar för strömförsörjning, störningsskydd etc.
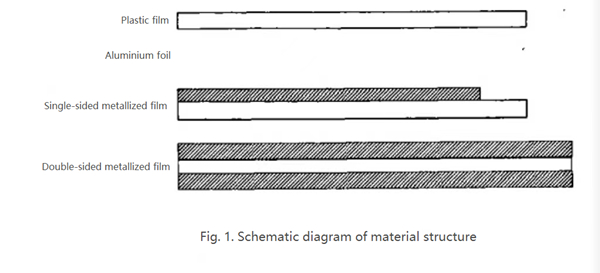
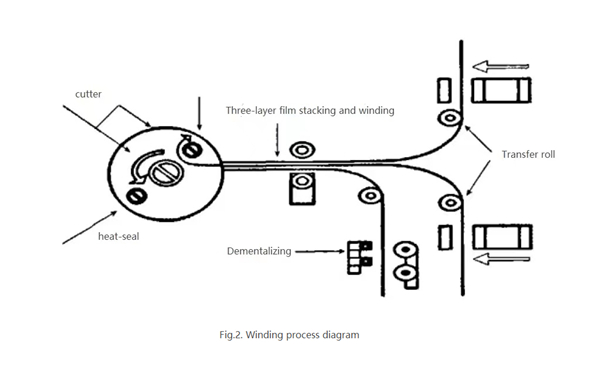
Härnäst kommer vi att introducera lindningsprocessen i detalj. Tekniken för kondensatorlindning går ut på att linda metallfilm, metallfolie och plastfilm på kärnan och sätta olika lindningsvarv beroende på kondensatorkärnans kapacitet. När antalet lindningsvarv har uppnåtts skärs materialet av och slutligen förseglas brottet för att slutföra lindningen av kondensatorkärnan. Det schematiska diagrammet över materialstrukturen visas i figur 1. Det schematiska diagrammet över lindningsprocessen visas i figur 2.
Det finns många faktorer som påverkar kapacitansprestandan under lindningsprocessen, såsom materialets upphängningsbrickans planhet, övergångsrullens yta jämnhet, lindningsmaterialets spänning, filmmaterialets avmetalliseringseffekt, tätningseffekten vid brott, sättet lindningsmaterialet staplas, etc. Alla dessa kommer att ha stor inverkan på prestandatestningen av den slutliga kondensatorkärnan.
Det vanligaste sättet att täta den yttre änden av kondensatorkärnan är genom värmeförsegling med en lödkolv. Genom att värma lödkolvspetsen (temperaturen beror på processen för olika produkter). Vid låg rotationshastighet för den valsade kärnan bringas lödkolvspetsen i kontakt med kondensatorkärnans yttre tätningsfilm och förseglas genom varmpressning. Tätningens kvalitet påverkar direkt kärnans utseende.
Plastfilmen vid tätningsänden erhålls ofta på två sätt: det ena är att lägga till ett lager plastfilm på lindningen, vilket ökar tjockleken på kondensatorns dielektriska lager och även ökar kondensatorkärnans diameter. Det andra sättet är att ta bort metallfilmsbeläggningen vid lindningens ände för att få plastfilmen utan metallbeläggning, vilket kan minska kärnans diameter med samma kapacitet som kondensatorkärnan.
Publiceringstid: 1 mars 2022